
Водородное охрупчивание в значительной степени непредсказуемо, и усилия по его предотвращению должны начинаться на стадии проектирования, чтобы определить характеристики детали и последующие производственные процессы.
Предотвращение образования водорода в процессе производства и поглощение водорода крепежными элементами устраняет риск нарушения водородного охрупчивания в процессе производства. Водородного охрупчивания, вызванного коррозией окружающей среды, можно избежать, правильно выбрав методы обработки поверхности, которые не производят водород.
Возможные решения включают
· Механическое цинкование
· Цинк-алюминиевое покрытие
Водородное охрупчивание происходит только на высокопрочных крепежах. Если условия применения позволяют, попробуйте выбрать крепежные детали более низкие чем 320ХВ.
Если позволяют условия, старайтесь избегать травления, а если это невозможно, время замачивания травления должно быть сокращено до минимума. Раствор травления всегда должен содержать ингредиенты ингибитора. В тех случаях, когда необходимо использовать высокопрочные крепежные детали, и водород не может быть полностью удален во время производственного процесса, а водород поглощается крепежом, например, травление и гальваника, последующий процесс дегидрирования выпечки становится критическим.
Для высокопрочных гальванических крепежных деталей, чтобы снизить риск водородного охрупчивания, выпечка может быть выполнена сразу после гальваники. См. ИСО 4042 (покрытие плакировкой для крепежных деталей) для руководства. Цель выпечки состоит в том, чтобы удалить как можно больше водорода и рассеять оставшийся водород от поверхности. Из-за эффекта концентрации напряжений поверхность крепежной детали обычно сильно напрягается.
При гальванике высокопрочных крепежных деталей их необходимо запечь в течение 4 часов после гальваники. В основном, чем раньше будет завершена выпечка после гальваники, тем лучше эффект от обработки. Типичная операция-поддерживать застежку при температуре от 200 до 230 градусов Цельсия в течение от 2 часов до 24 часов. Опять же, в широком смысле, чем дольше, тем лучше. Если операция выпечки задерживается более чем на 4 часа после нанесения покрытия, крепеж может быть поврежден непоправимым образом (микротрещины) (в крепежной детали может быть локальное остаточное напряжение, которое вызывает миграцию водорода в область с высоким напряжением).
Для крепежных деталей с остаточным напряжением время выпечки особенно важно, потому что остаточное напряжение в крепежных деталях приведет к разделению водорода вблизи поверхности крепежа на зоны напряжений, включая участки дефектов поверхности, включения, неисправности и потенциальные зоны охрупчивания.
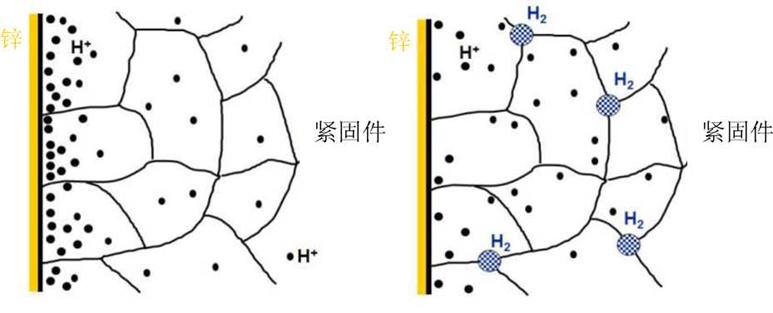
Рисунок 4: Распределение до (слева) и после (справа) удаления водорода
Метод испытания крепежных деталей определен ИСО 15330, «Испытание предварительной нагрузки для обнаружения охрупчивания водопода-метод параллельной опорной поверхности».
Метод проверки водородного охрупчивания крепежных деталей болтового типа
Предварительные испытания должны проводиться на соответствующих испытательных приспособлениях. Как показано на рис. 2 и 3. Нагрузка на крепежную деталь должна находиться в пределах ее предела текучести или в пределах диапазона крутящего момента отказа. Крутящий момент может быть применен либо путем согласования гаек (или болтов), либо путем поворота стальной пластины с резьбой, чтобы гарантировать, что требуемое напряжение соответствующего крепежа находится в пределах его предела текучести; Другие методы загрузки и приспособления в диапазоне крутящего момента разрыва также допускаются. Усилие или крутящий момент должны поддерживаться в течение не менее 48 часов. Каждые 24 часа крепежная деталь должна быть повторно затянута до начального напряжения или крутящего момента, проверяя, была ли крепежная деталь повреждена из-за водородного охрупчивания.
Метод контроля охрупчивания водородом самонарезающих и самопрессующихся крепежных деталей
Метод испытания на предварительное давление является таким же, как и в разделе 2,1, и соответствующей испытательной арматурой является стальная пластина. Шайбу с твердостью 300HV можно использовать под головкой винта для защиты стальной пластины. Минимальная толщина стальной пластины ld, все другие требования эти же как для болтов, винтов и стержней.
Прокладки
Метод осмотра охрупчивания водопода крепежных деталей Несколько образцов шайбы весны установлены на болтах с таким же номинальным диаметром шайбы потока и весны. Используйте плоские шайбы, чтобы отделить пружинные шайбы друг от друга. Твердость плоской шайбы должна быть больше чем твердость образца шайбы весны, и своя минимальная твердостьСоставляет 40HRC. Коническая эластичная шайба должна быть испытана в парах, и собрание должно быть затянуто до тех пор пока образец шайбы весны (сексуальный) совершенно сплющен.
Если все образцы в одной партии проходят испытание без трещин или видимых трещин, материал партии квалифицируется. Вместе с тем важно отметить, что прохождение испытания на водородное охрупчивание лишь снижает потенциальный риск.
Чтобы избежать проблем с повреждением водородным охрупчиванием, вызванных процессом нанесения покрытий, производители крепежных элементов ищут способы избежать проблем с водородным охрупчиванием, включая использование очистки с низким содержанием водорода и покрытия с низким содержанием водорода, что направлено на снижение вероятности контакта с водородом. При проектировании следует полностью учитывать влияние прочности материала на чувствительность к водородному охрупчиванию, а уровень прочности должен быть максимально снижен. В процессе обработки, механического повреждения на поверхности частей следует избегать как можно больше; Низкий процесс охрупчивания водопода гальванизируя должен быть принят, и покрытие цинк-алюминия охрупчивания не-водопода и другие методы обработки поверхности анти -- корозии должны быть использованы при необходимости. После гальваники следует принять разумный процесс привода водорода, чтобы строго удалить водород. В настоящее время, хотя проблема хрупкости водорода не может быть полностью устранена, с разработкой новых материалов недорогие альтернативы обработки поверхности могут стать прорывом для полного решения проблемы.





 中文
中文 English
English 日本語
日本語 한국어
한국어 français
français Deutsch
Deutsch Español
Español italiano
italiano русский
русский português
português العربية
العربية Türkçe
Türkçe ไทย
ไทย





